
Любой крупный сортировочный хаб работает по принципу: основная линия берёт на себя основной поток, а всё нестандартное по форме, размеру, весу уходит в сторону на ручную обработку.
На хабе Zammler Kazakhstan в Алматы таким нестандартным потоком были посылки, которые не проходят через большую сортировочную систему: предметы нестандартной формы — круглые, мягкие, с магнитными элементами. Всё это снималось с основной ветки и сортировалось вручную, пока операторы работали по накладным, распределяя посылки по направлениям. В пиковые периоды на этом участке стояло 12–15 человек, которые обрабатывали порядка 800–1 000 посылок в час. Это и стало точкой для автоматизации.
Как устроена система
Роботизированная линия построена на базе 17 автономных роботов-сортировщиков. Идентификация посылок осуществляется двумя сканерами, установленными в системе сверху — штрихкод считывается в момент подачи, без дополнительных операций со стороны оператора. Вся линия работает в связке с внутренней системой хаба.

Логика процесса:
Нестандартные для основной линии посылки подвозятся к оператору, который помещает каждую в лоток. Система считывает штрихкод сверху, идентифицирует посылку и передаёт роботу задание в какой порт необходимо доставить отправление. Робот забирает лоток и везёт посылку к нужному порту сброса из 30 доступных направлений. В точке назначения посылка автоматически сбрасывается в жёлоб. Повторное сканирование для передачи по направлению не требуется — линия выполняет это самостоятельно.
Если у робота заканчивается заряд он самостоятельно уезжает на зарядную станцию и после полной зарядки возвращается на линию без участия оператора.

Зарядная станция
Технические параметры линии:
-
- 17 роботов-сортировщиков
- 30 портов сброса / направлений
- 2 сканера в системе
- Максимальные габариты посылки: ширина 50–60 см, высота до 50 см
- Максимальный вес: 15 кг
- Текущая производительность: 1 200 посылок в час
- Проектная мощность: до 2 000 посылок в час
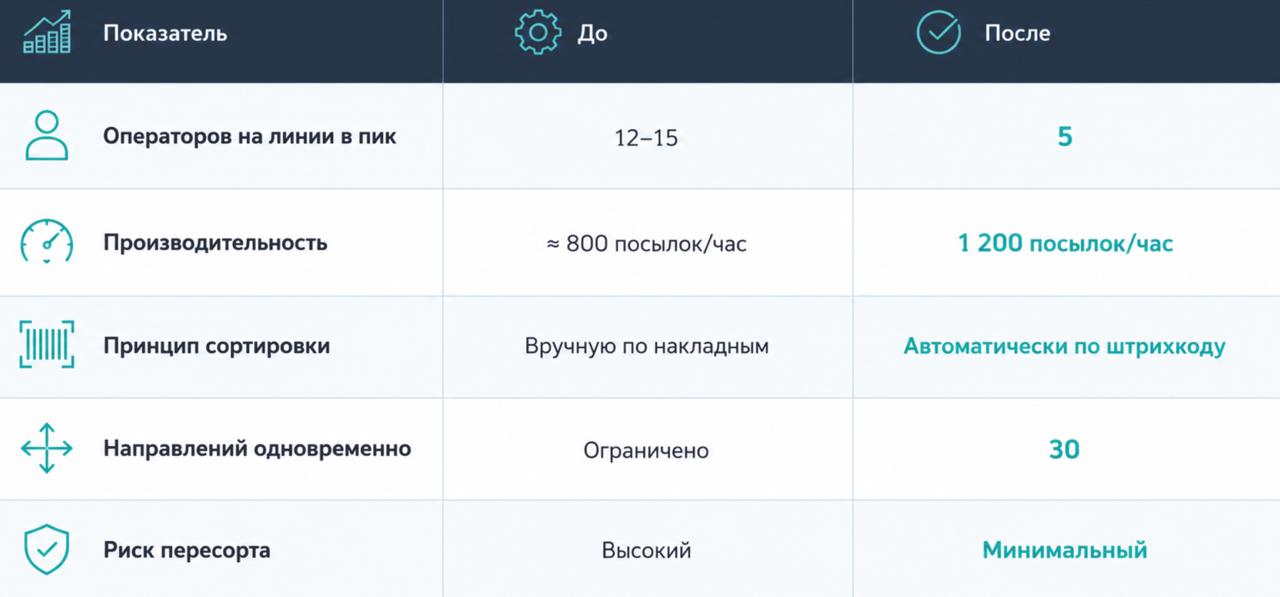
Что изменилось
Переход на роботизированную сортировку изменил два параметра одновременно — численность персонала и качество обработки.
Люди. Вместо 12–15 операторов на сортировочной системе сейчас задействовано 5 человек. Их задача — подача посылок на ленту. Повторное сканирование заказа для передачи по направлению исключено: линия определяет маршрут самостоятельно в момент первичного считывания. Это принципиально другой характер работы — меньше монотонных операций, меньше вероятность ошибки.
Точность. При ручной сортировке вероятность пересорта и неверного направления напрямую зависит от загруженности смены и состояния оператора — и в пиковые периоды она существенно возрастает. Робот исключает эту зависимость: каждая посылка обрабатывается по одному алгоритму независимо от интенсивности потока. Система сканирует штрихкод, определяет направление и доставляет отправление без отклонений.

Экономика и масштаб
Роботизированная линия предусматривает возможность масштабирования без структурных изменений в операционной модели: рост объёмов не требует пропорционального увеличения штата на этом участке. При проектной мощности в 2 000 посылок в час система создаёт запас прочности, который покрывает пиковые нагрузки без привлечения дополнительного персонала.
До и после:
Перспектива
Текущая производительность в 1 200 посылок в час это рабочий режим, не предел. Проектная мощность системы составляет 2 000 посылок в час. По мере роста грузооборота хаба система способна принять увеличение нагрузки до 40% в пиковые периоды без каких-либо структурных изменений на линии.